
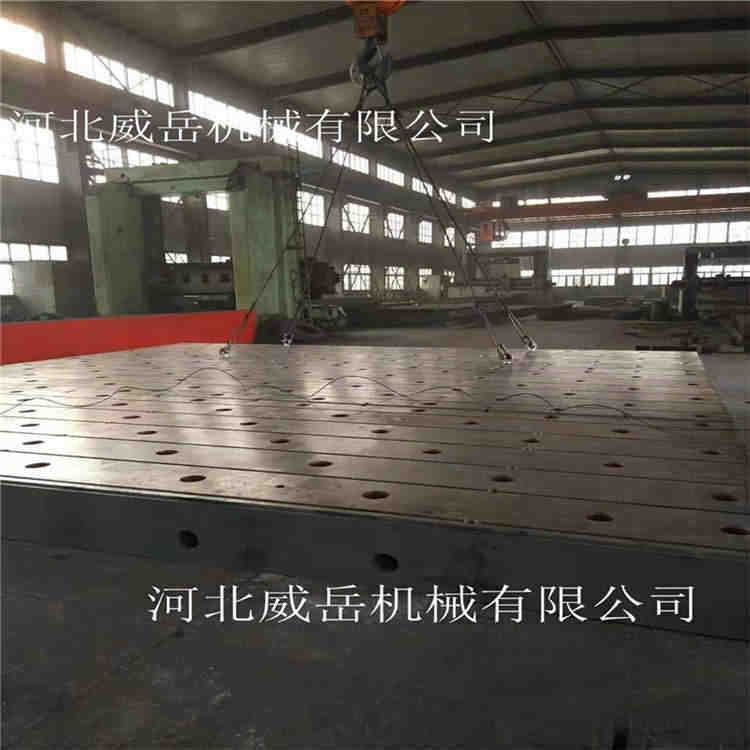
焊接平台铸铁在检定或好测试中一般用作基准定位面。
焊接平台铸铁按GB/4986-85制造,工作面用研磨工艺,用于制件的研磨,量具修理,为了降低平台的生产成本,使平台的售价可以在竞争中占领市场,99.8的平台平台生产企业都是采用了刮研的工序。
1. 焊接平台铸铁铲刮的工具为刮 ,其外形,尺寸,包括 头的质量,我到的方式是多样化的。工具选择直接影响着铲刮效率和铲刮人员的工作疲劳强度。在铲刮过程中,因及时修磨刮 到头刃口,到锋利,平整,只有这样才能将台面铲刮到均匀,深一质,也大大提高了铲刮工作的效率。
2. 焊接平台铸铁铲刮作业前应对平台半成品进行水平调整,调正好后方可进行铲刮作业。如果在为水平调整过的平台上进行铲刮,那么即使铲刮点再均匀,其平面度也是无效的。
3.平行铲刮方式不可取,45度夹角铲刮形式是多用的,连续两次的刮削方向垂直交叉,刮研点不可重复。
4.在涂色是要将涂色原料(红丹粉)调制颜色鲜明,好识别接触点。其次不可过于稠或洗,以影响肉眼识别或者造成拖研工作费力。7.对于三块平台互研时,印在每块平台上编制相应编号。采用依序号互研形式。一定要按规律互研,不可在互研过程中改变其互研顺序。
5.每次单面铲刮完毕后,应用专用细号油石对台面进行微力打磨,保证应铲刮时因其的毛刺刺伤铲刮人员和下次使用间距对平台台面拖研是带来的划伤。
6. 焊接平台铸铁铲刮作业时因用肉眼看清刮研点的位置,不可重复将刮 落到相同的刮研点上。铲刮应单方向循环作业,不可区域式刮研。铲刮完整面后,用毛刷将铲刮铁屑清理干净,肉眼找出未能铲刮到的部位,按相同力度进行补 处理。只有这样才能到刮研点接触的。
以上为刮研的基本注意事项。铲刮过程中应按照以上去操作。/
只有这样才能保证焊接平台铸铁的质量,且保证完成焊接平台铸铁的铲刮工作。
